|
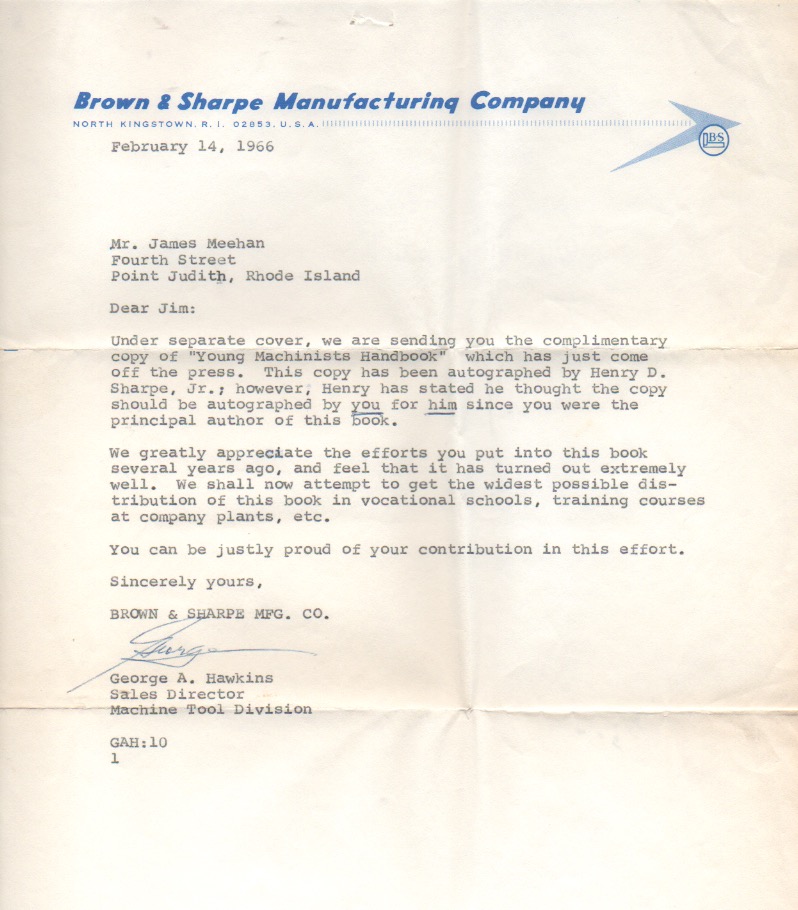
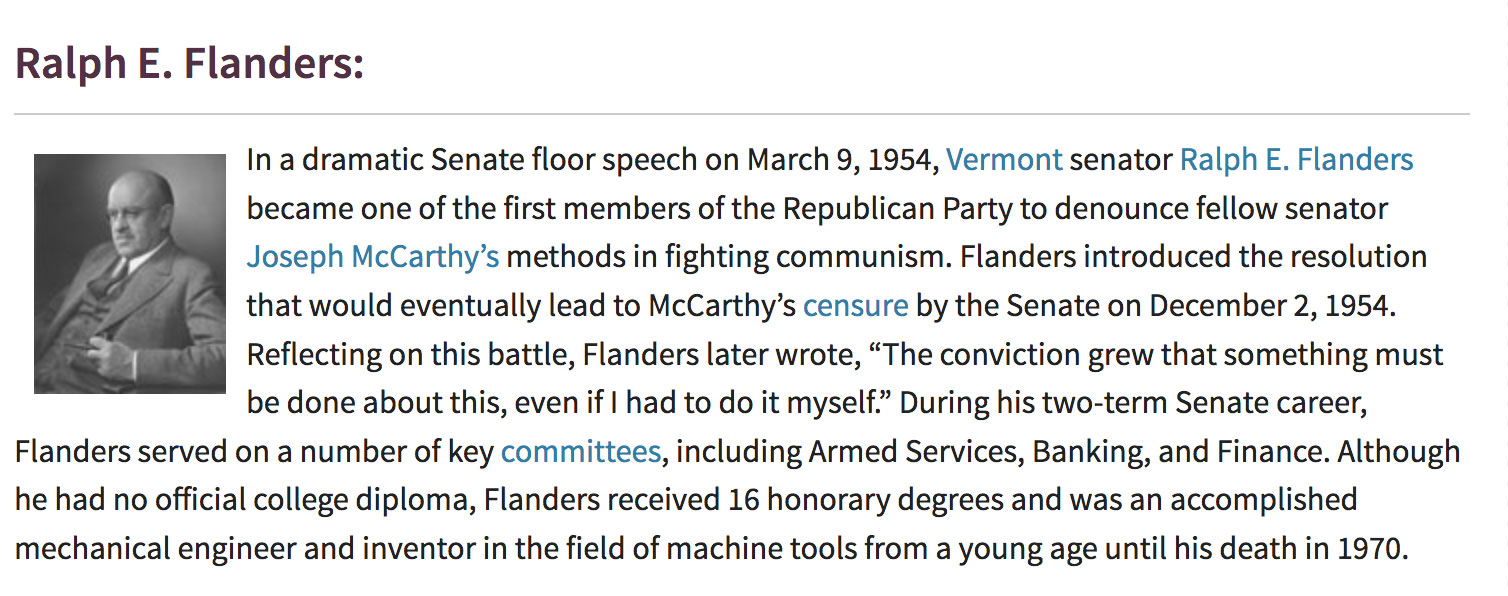
at Brown & Sharpe The Young Machinist's Handbook is a small 254 page hardbound book published by Brown & Sharpe in 1966. My copy was left to me by my father, Thomas F. MacLaren. It was left to him by Dad's good friend and colleague, Jim Meehan, who, according to Henry D. Sharpe was the book's "principal author." If Mr. Sharpe was quoted correctly, James Meehan may have chosen the following for the two opening pages of the handbook -- from a book authored by Senator Ralph E. Flanders, entitled "Apprenticeship:" The summer of '96 I spent on the farm and in the fall I worked for my father in the toy shop during the brief pre-Christmas spurt of employment. There was no official family announcement, but the prospect of college had quietly faded away. My help was needed to contribute to the income of the growing family, and I could not even hope to "work my way through college". After Christmas, Father sent me to be interviewed by Mr. Richmond Viall, the superintendent of Brown and Sharpe's, the world-renowned machine tool builders in nearby Providence. The interview was satisfactory, and I was to be accepted as an indentured apprentice, in the old tradition of training for a recognized craft. The hours of work were to be from 7:00 A.M. to 6:00 P.M. with an hour out for dinner. This was 10 hours a day 6 days a week -- or 60 hours a week in all. My wages at the start were to be four cents an hour. That $2.40 a week was not clear gain. There were certain fixed charges, the largest being carfare. A dollar book of tickets provided twenty rides between the nearest railroad station, Woodlawn, and Providence. (Woodlawn = Pawtucket? gem) That accounted for sixty cents weekly. Besides this I was required to don clean overalls and jumpers each Monday morning. This laundry service cost tweny-five cents a week. Deducting these expenses, the take-home pay amounted to $1.55--a small sum, but much appreciated. After a short trial period an agreement was to be signed by my father, myself and Mr. Viall, which bound me stay in the employment of the company for a specified number of days, amounting to three years of full time. The company bound itself to teach me the art and practice of the machinist's trade. To insure that I remained until my term of instruction was completed, my father was required to post with the company a cash bond of one hundred dollars. That cash bond was quite a problem. I had never seen and hardly even heard of so large a sum of money in one piece. But one day, early in January, Father reached up behind the clock on the mantel and pulled out a hundred-dollar bill. He had borrowed it from one of his more prosperous friends. And so, at 7:00 A.M. on the morning of January 14, 1897, I presented myself to Mr. Viall and was assigned to work for Mr. Morpeth, the foreman of Floor "C", where the new Brown & Sharpe automatic screw machine was being developed and launched on its successful career in the machine shops of the world. This was a stroke of great good fortune, for the designer and inventor of that machine was one William Davenport, who was from St. Johnsbury, Vermont. We became acquainted and he helped me materially in my later progress. What I can remember of those days is first of all the sweet, clean smell of the shop as I entered. Housekeeping was a matter of pride. In this we all assisted. But there was in addition a custom of opening the windows in the small hours of the morning and letting the fresh air blow through, no matter how cold the weather. My first job was to "center" some bar stock which had been cut to length in the stockroom and brought up on the elevator. I got a first lesson when I loaded the wheelbarrow high with steel bars and found I could not lift the handles to get the legs off the floor. The grins and ironic comments which came to me were a foretaste of a friendly raillery which extended over the years ahead. To serve an apprenticeship at Brown and Sharpe's in those days was to receive the finest mechanical training that the world afforded. The requirements for output were high, but those for accuracy were supreme. That accuracy was the sum of many detailed requirements put together. No one of them could be slighted. Our work was inspected, but in the main accuracy was achieved by self-discipline. During the years when I was working in this shop it was an automatic procedure for anyone who had spoiled a piece of work to show it to the foreman. That spirit was in the air we breathed. A prime essential for accuracy in lathework is that the "live center" must run truly with an error of less than a thousandth of an inch. Should it "run out" it must be trued. We used an ingenious device for this. An attachment was held in the tool post of the lathe and lined up by the centers. It carried a small grinding wheel rotated by a friction drive from the cone pulley. By passing this grinding wheel back and forth across the revolving live center, it was accurately trued. The name plate on this device stated that it was built by Leland and Falconer of Detroit. Henry Leland had been the first to come down from St. Johnsbury to serve his time at Brown and Sharpe's, even as I was doing. He then left for Detroit, where he made the device just described. But he didn't stop there. He went on to build the Cadillac. He bore the same relation to the American fine car that Henry Ford did to the popular automobile. My apprenticeship training took me into a wide variety of shop operations -- including gear cutting, in which I became intensely interested. In later years this interest led to the creative work which determined my future. Yet my stay in the gear-cutting department was shortened by an emotional upset. In those days, machines for accurate cutting of bevel gears were just being introduced. Bilgram of Philadelphia had a generating machine and Gleason of Rochester a template machine. However, most bevel gears were roughed out with milling cutters and finished by hand filing. The setting of the cutter for roughing was a matter of judgment and experience. No rules were known. I was unable to acquire the needed experienced judgment, and I floundered. I not only floundered; I sank and went back to more intelligible and rational operations. Anything which could not be analyzed offended my mechanical instincts. In the presence of such a situation I blew up before I sank. Years afterward I got my revenge. The problem which had lain like a dead weight on my memory began to clear up, and finally I solved it, by measuring the thickness of the cutter at the pitch line, and calculating therefrom the offset. I returned with my solution to Brown and Sharpe, and a little later it appeared in all the shop handbooks and manuals. (There is little need for such a procedure nowadays, for bevel-gear generating machines are in widespread use, and milled bevel gears are obsolete.) As I approached the end of my three year apprenticeship, I was given a final examination, though I did not recognize it as such at the time. To give us a little extra money, piecework was from time to time passed out to us. The last work of this sort which was given me was making complete a small lot of "tap-holders", one of the standard tools for the automatic screw machine. I finished them up and was then sent with them to the chief inspector of the company, Mr. Beale. He criticized me severely for the banged-up slots in some of the screws, and made me get new ones to replace them. So I did not get high marks on final exams -- either at Central Falls High School or at Brown and Sharpe's. I graduated, nevertheless, and still treasure my certificate of completion of apprenticeship.
I recently read a book by Gerald M. Cabone -- Brown & Sharpe and the Measure of American Industry. It was published in 2017.
Another pretty good web page by
Grant MacLaren
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}